


油缸珩磨管高性价比视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:油缸珩磨管高性价比的图文介绍
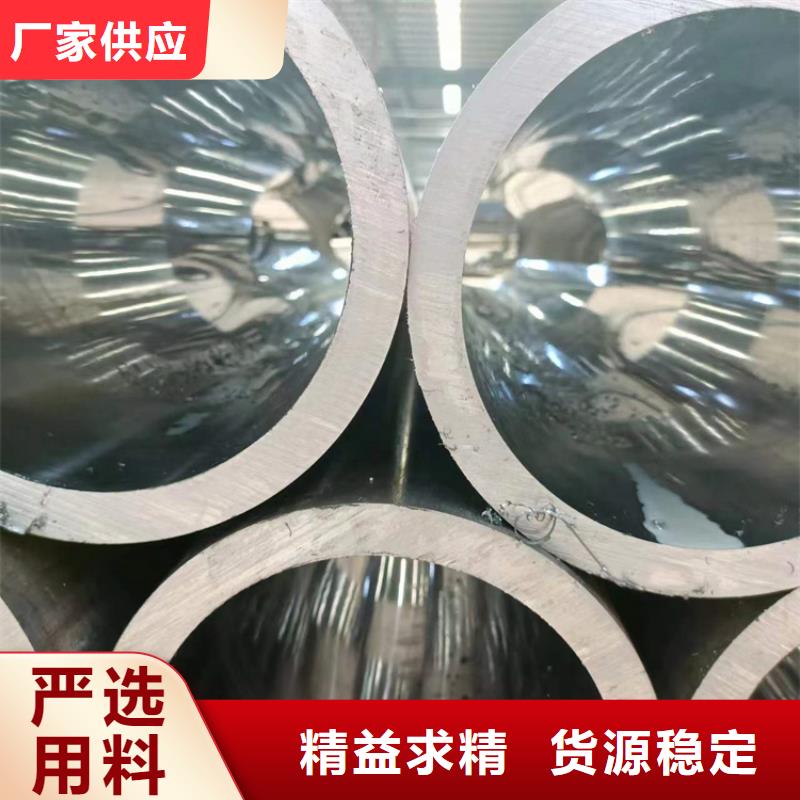
广西玉林企业旺旺珩磨管绗磨管油缸管主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。


广西玉林企业旺旺珩磨管绗磨管油缸管珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



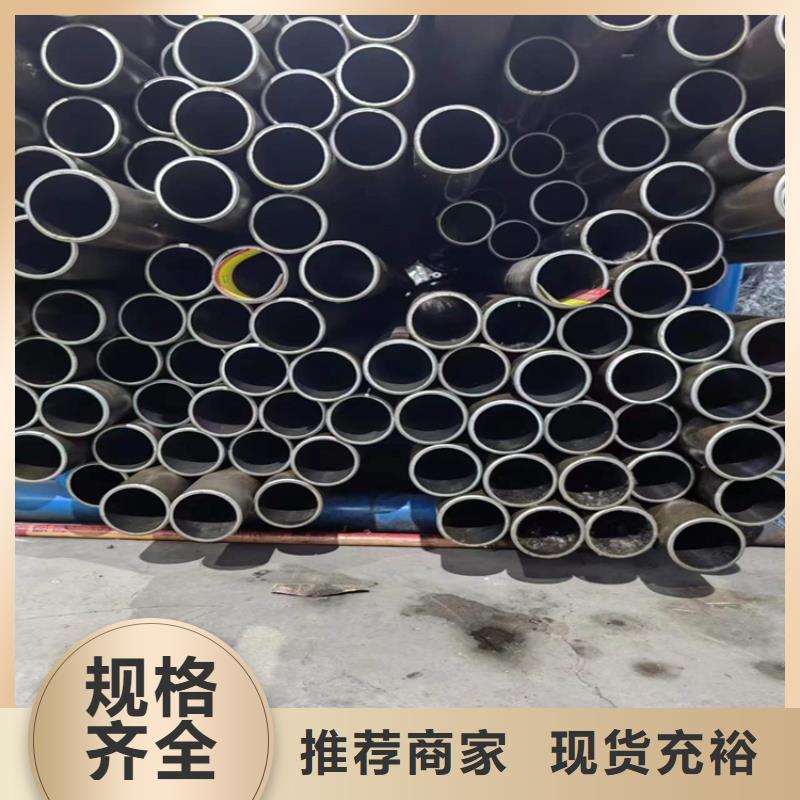
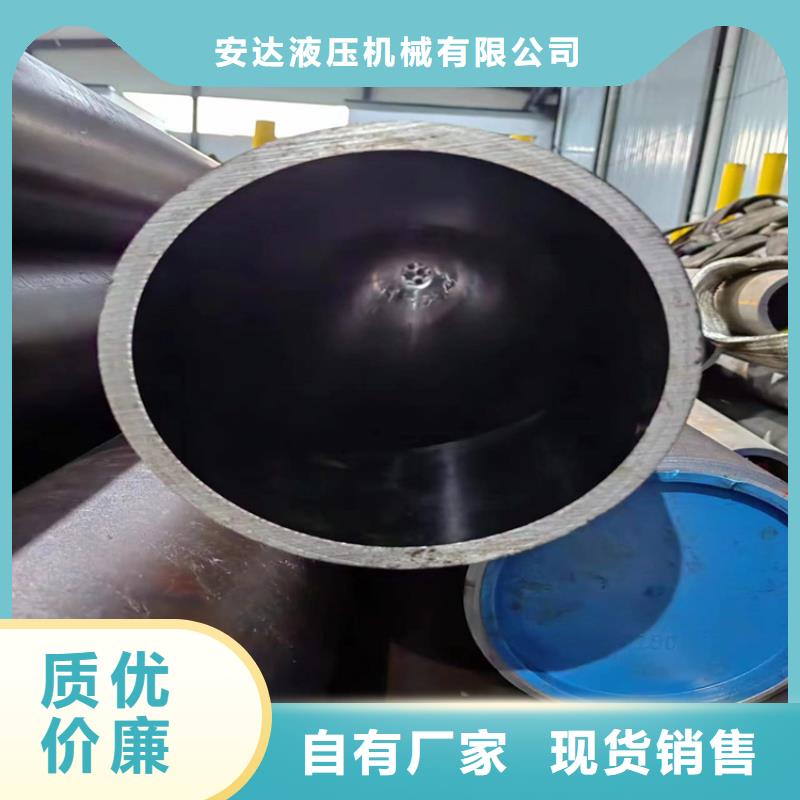
广西玉林企业旺旺珩磨管绗磨管油缸管要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。由于珩磨管具有中空截面的特殊结构,因此它被广泛用作于输送流体的管道,比如石油、天然气、水以及一些固体物料的输送管道都是用珩磨管制成的。当然除此之外,珩磨管也是制造布局件和机械零件的选择之一。冷拔绗磨管 工艺流程冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。什么是冷拔绗磨管?



诚信与敬业为立足 广西玉林不锈钢油缸管市场之根本,技术与质量为引导 广西玉林不锈钢油缸管市场之前提,服务与指导为巩固 广西玉林不锈钢油缸管市场之关键,安达液压机械有限公司人以用户利益为己任,服务于社会。


广西玉林珩磨管油缸管绗磨管如何正确布置珩磨管使用的焊条和焊剂应与焊管材料相匹配,品牌应有明确的基础数据、产品合格证和使用寿命。焊条和焊剂在使用前应按产品说明书进行干燥,使用期间应保持干燥,并在同 使用。焊条涂层应无脱落和裂纹。珩磨后表面良好,有利于润滑油的储存和油膜的维护。表面支撑率高,能承受较大载荷,提高产品使用寿命;加工范围广。主要加工圆柱孔。使用珩磨头,还可以加工锥形孔、椭圆孔等。加工精度高,主要是一些中小尺寸的光通孔,其圆柱度可小于0.001mm。部分壁厚不均匀的零件圆度可达0.002mm。对于大孔,圆度也可达到0.005mm,珩磨精度高于磨削精度。珩磨管是一种由无缝钢管制成的无缝钢管,用于机械结构或液压设备。钢管经过冷拔或冷轧处理。由于内外壁无氧化层,高压无泄漏,光洁度高,冷弯、扩口、压扁无变形,无裂纹,主要用于生产气动或液压产品。珩磨管



